精密板金加工の標準加工 寸法値
丸井工業で行う精密板金加工の標準加工の寸法値を各加工ごとに明記しました。
標準加工の寸法値ですので、勿論この寸法を超えて加工することも可能です。別途ご相談ください。
切断加工 最大寸法
| 材料の種類 | 加工最大寸法 |
| SPCC・SECC・SGCCなど | 2373mm×1084mm |
| SUS304・SUS430・A5052など | 2435mm×1115mm |
| C1100・C2801など | 1935mm×865mm |
L曲げ加工 最小寸法
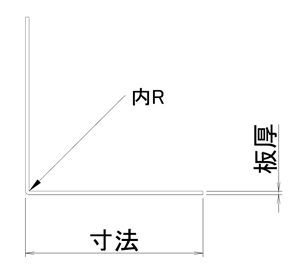
| 板厚 | t=0.5 | t=0.8 | t=1.0 | t=1.2 | t=1.5 | t=1.6 | t=2.0 | t=2.5 | t=3.0 |
| 内R=0 | 3.3mm | 4.1mm | 4.3mm | 5.2mm | 6.3mm | 6.6mm | 8.2mm | 10.9mm | 12.2mm |
| 内R=1.0 | 4.7mm | 4.9mm | 5.7mm | 6.5mm | 6.6mm | 8.2mm | 10.9mm | 12.2mm | |
| 内R=2.0 | 4.7mm | 5.4mm | 6.1mm | 6.4mm | 7.3mm | 7.4mm | 9.4mm | 11.0mm | 12.2mm |
| 内R=3.0 | 5.4mm | 6.6mm | 6.8mm | 8.5mm | 9.0mm | 9.0mm | 10.5mm | 13.2mm | 12.4mm |
Z曲げ加工 最小寸法
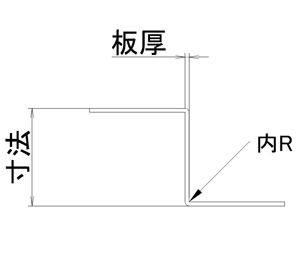
| 板厚 | t=0.5 | t=0.8 | t=1.0 | t=1.2 | t=1.5 | t=1.6 | t=2.0 | t=2.5 | t=3.0 |
| 内R=0 | 5.9mm | 6.4mm | 7.2mm | 8.7mm | 8.9mm | 11.5mm | 13.5mm | 16.4mm | |
| 内R=1.0 | 6.5mm | 7.4mm | 8.2mm | 9.2mm | 9.9mm | 11.0mm | 13.9mm | 15.8mm | |
| 内R=2.0 | 7.2mm | 8.2mm | 9.0mm | 9.9mm | 10.9mm | 11.0mm | 13.3mm | 15.0mm | 16.9mm |
| 内R=3.0 | 8.9mm | 10.9mm | 11.3mm | 12.0mm | 13.6mm | 13.8mm | 15.4mm | 16.3mm | 17.2mm |
BR(バーリング)付近の曲げ加工 最小寸法
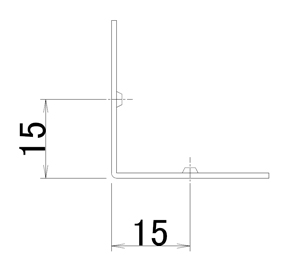
| 板厚 | 最小寸法 |
| 0.5mm~3.2mm | 15mm |
段曲げ加工 最小最大寸法
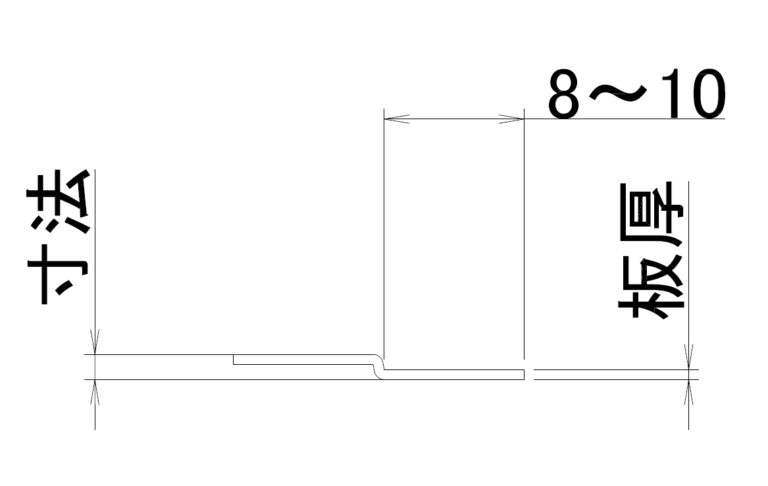
| 板厚 | t=0.5 | t=0.8 | t=1.0 | t=1.2 | t=1.5 | t=1.6 | t=2.0 | t=2.5 | t=3.0 |
| 最小寸法 | 1.0mm | 1.3mm | 1.5mm | 1.7mm | 2.0mm | 2.1mm | 2.5mm | 3.0mm | 3.5mm |
| 最大寸法 | 5.0mm | 5.5mm | 6.5mm | 6.8mm | 7.5mm | 7.6mm | 8.0mm | 8.5mm | 9.0mm |
※段曲げ加工の曲げ角度を指定することはできません。
曲げに近い小さな穴 最小寸法
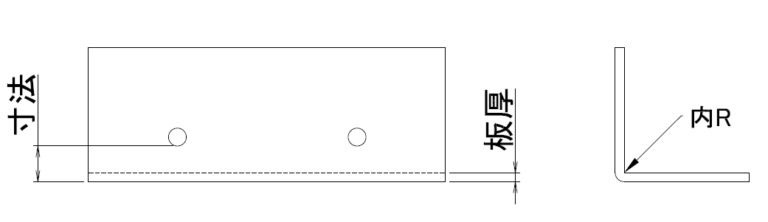
| 板厚 | t=0.5 | t=0.8 | t=1.0 | t=1.2 | t=1.5 | t=1.6 |
| 最小寸法(内R0) | 2.0mm | 2.2mm | 2.8mm | 3.6mm | 4.6mm | 4.6mm |
| 最小寸法(内R1.0) | 3.0mm | 3.8mm | 4.6mm | 4.6mm |
※穴の数が多い場合には、穴が変形する可能性もあります。
曲げに近い大きな穴 最小寸法

| 板厚 | t=0.5 | t=0.8 | t=1.0 | t=1.2 | t=1.5 | t=1.6 | t=2.0 | t=2.5 | t=3.0 |
| 内R=0 | 3.3mm | 4.1mm | 4.3mm | 5.2mm | 6.3mm | 6.6mm | 8.2mm | 10.9mm | 12.2mm |
| 内R=1.0 | 4.7mm | 4.9mm | 5.7mm | 6.5mm | 6.6mm | 8.2mm | 10.9mm | 12.2mm | |
| 内R=2.0 | 4.7mm | 5.4mm | 6.1mm | 6.4mm | 7.3mm | 7.4mm | 9.4mm | 11.0mm | 12.2mm |
| 内R=3.0 | 5.4mm | 6.6mm | 6.8mm | 8.5mm | 9.0mm | 9.0mm | 10.5mm | 13.2mm | 12.4mm |